lol比赛押注(中国)有限lol比赛押注(中国)有限公司官网官网网站
lol比赛押注(中国)有限lol比赛押注(中国)有限公司官网官网网站



企业名称:lol比赛押注(中国)有限lol比赛押注(中国)有限公司官网官网
联系人:
电话:029-84269330 84257629
029-84265492转810
手机:13709288807
13709261802
邮箱:hxjd02@163.com
网址:www.roziic.com
传真:029-88645129
中频炉比较普遍的应用于铸铁生产中。
工频电炉能使金属熔化和升温,且加热均匀烧损少,便于调节铁液的成分、污染小。但工频电炉熔化冷料速度慢、不利于造渣、冷炉启动需启动块、生产不够灵活、故一般常用于金属和合金的重熔与升温。另外,工频电炉功率因数低,需配置大量补偿电容器,也增加了占地面积和设备投资。
中频电炉电效率和热效率高、熔炼时间短、省电、占地面积较少、投资较低,易于实现过程自动化和具有生产灵活性。中频电炉适合熔炼铸铁,特别适合熔炼合金铸铁、球墨铸铁和蠕墨铸铁。它对炉料的适应性也较强,炉料的品种和块度可在较宽的范围内变动。应该指出,虽然中频电炉优点较多,发展较快,但工频电炉在铁液贮存、保温、调整合金成分和过热升温等方面,仍不失为一种良好的设备,尤其是作为高炉、冲天炉等熔炼炉的双联用炉仍然得到广泛应用。
冲天炉
VS
优点:结构简单;设备费用少;电能消耗低;生产效率高、成本低;操做和维修方便;能连续生产的优点。
缺点:铁液质量差;劳动强度高;环境污染大。
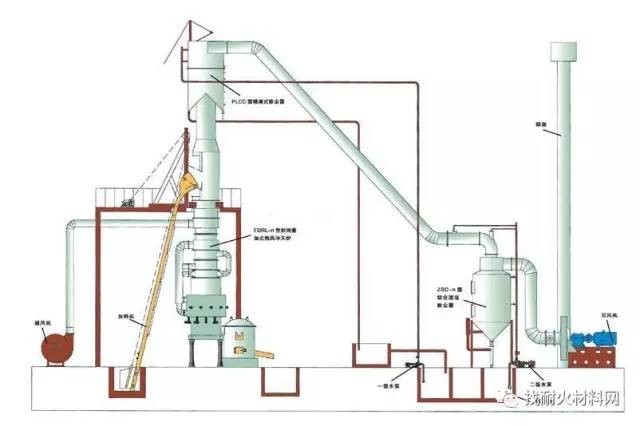
(封闭叠加式热风冲天炉 来源:百度)
电炉
VS
1、能灵活控制掌握冶炼温度,满足钢种冶炼的需要;
2、热效率高,炉内气氛可以控制;
3、能大量地去除钢中的磷、硫氧和其他杂质,提高钢质量;
4、钢的化学成分比较容易控制,合金的收得率高且稳定;
5、设备简单,工艺流程短。
电炉分类
1、间接加热电弧炉,逐渐淘汰,工作原理:电弧在两电极之间产生,不接触物料,靠热辐射加热物料。
2、直接加热电弧炉,用于普通钢、优质碳素钢、各种合金钢、不锈钢的熔炼。工作原理:电弧在电极与物料之间产生,直接加热物料
3、埋弧电弧炉,用于冰镍、冰铜(见镍、铜),以及生产电石。工作原理:电极一端埋入料层,在料层内形成电弧并利用料层自身的电阻发热加热物料。
中频感应炉
VS
工作原理: 感应炉的基本部件是用紫铜管绕制的感应圈。感应圈两端加交流电压,产生交变的电磁场,导电的物料放在感应圈中,因电磁感应在物料中产生涡流,受电阻作用而使电能转变成热能来加热物料。

特点:
1、设备体积小,重量轻、效率高、耗能少;
2、炉子周围温度低、烟尘少、作业环境好;
3、操作工艺简单、熔炼运行可靠;
4、加热温度均匀、烧损少、金属成分均匀;
5、铸件质量好、熔化升温炉温易控制、生产效高;
6、炉子利用率高、更换品种方便。
种类
坩埚炉和熔沟炉,一般使用的是坩埚炉,坩埚炉中又分无芯、有芯两种,一般使用无芯中频感应炉
中频炉对铁液是个溶化的过程,不能在炉料溶化的过程中调节内部有害成分
电弧炉可以有个冶炼的过程。能对钢液成分进行调整。
工频无芯炉与中频炉能耗比较和分析
VS
全国电炉设备的总容量约为2000万千瓦左右,耗电量在200亿度以上,约占全国发电量的8%,因此,节能是电炉行业的首要任务!
感应熔炼炉是现代铸造行业熔炼、保温的最有效的工艺装备之一,又是主要的耗能设备,如何降低感应熔炼炉电耗,减少生产成本是电炉生产厂家和用户所关心的问题。
无芯感应熔炼炉主要分为:工频无芯感应熔炼炉(电源频率为50HZ以下,简称为工频炉),和中频无苍感应熔炼炉(电源频率为150—8000,以下简称为中频炉)。
工频炉主要用于黑色及有色金属熔炼和保温;中频炉主要用于钢和合金钢、铸铁、铜铝、锌锡镍……的熔炼。由于其技术水平比较成熟,已被铸造行业广泛使用。
现就工频炉和中频炉的能耗进行比较和分析;提供必要的技术数据作为可行性分析和方案选择的参考。在熔炼金属相同的情况下,影响两种炉子电耗的主要因素有:炉子容量,日产量,频率和功率密度,炉子的电频率和热效率等等。
1
炉子对电耗的影响
一般来说:在一定的功率密度情况下,无论工频炉还是中频炉都是随着炉子容量提高而使炉子电耗下降;国产工频炉和中频炉容量与电耗的关系,无芯感应炉无论熔炼还是保温,也不管频率高低,提高炉子容量降低电耗是共同的趋势。
2
日产量对炉子电耗的影响
中频炉和工频炉在日产量方面对电耗影响的区别相当大;工频炉单台日产铁水量越多,其平均电耗就越低, 在开始时其电耗相当高,但日产量达到一定数值后,其电耗趋于平稳。中频炉日产量的多少对电耗影响不明显。
根据经验表明:工频炉只有在不间断的连续工作状况下,其经济效益是明显的。在相同日产量条件下,中频炉,特别是中小型中频炉比工频炉电耗要低一些。在前面lol比赛押注(中国)有限lol比赛押注(中国)有限公司官网官网指出,工频炉需要连续作业,即使短时间不工作也应保温,只有这样才能降低电耗;但对于中小型中频炉,由于其起熔快,特别适于单班作业制,其作业电耗成本要比工频炉低得多。
中频炉相较于工频炉的优点
VS
中频炉是一种适合冶炼铸铁、铸钢、特殊钢和特殊合金通用性很强的炉型。它同工频炉相比具有如下优点:1、熔化速度快、生产效率高中频炉配置的功率密度大,是工频炉…
中频炉是一种适合冶炼铸铁、铸钢、特殊钢和特殊合金通用性很强的炉型。它同工频炉相比具有如下优点:
1
熔化速度快、生产效率高
中频炉配置的功率密度大,是工频炉的1.4~1.6倍。在相同条件下中频炉的熔化速度比工频炉快。电流的集肤效应也随频率的增加而增强,这也有助于炉料的快速熔化,从而提高了炉子的生产效率。中频炉热量损失小、电热效率高,其热效率比工频炉高8%,吨铸铁耗电量下降10%。
2
使用灵活、适应性强
中频炉冶炼时,每炉钢液允许全部出净,更换冶炼钢号很方便。工频炉冶炼时,每炉钢液不能出净,需要保留30%~50%钢液在炉内,以便于下炉启动使用,这使变换冶炼钢号不方便。因此,工频炉的适应性差,只能适用于单一钢号的连续冶炼。
3
电磁搅拌效果好
由于钢液承受的电磁力是与电源频率的平方根成反比,因此中频电源的搅拌力比工频电源小。对于去除钢中杂质和均匀化学成分、均匀温度来说,中频电源的搅拌效果比较好。工频电源过大的搅拌力使钢液对炉衬的冲刷力增大,不仅降低精炼效果而且会降低坩埚寿命。
4
启动操作方便
由于中频电流的集肤效应远大于工频电流,因此中频感应炉在启动时,对炉料没有特殊要求,装料后即可迅速加热升温;而工频感应炉则要求有专门制作的开炉料块(与坩埚尺寸近似,约占坩埚高度一半的铸钢或铸钢块)才能启动加热,而且升温速度很慢。因此,在周期作业的条件下大多使用中频感应炉。启动方便带来的另一个优点是,在周期作业时可以节约电力。
5
钢液被炉渣覆盖、减少大气对钢液的污染
工频炉内钢液“驼峰”现象比中频炉严重,很难造渣覆盖液面。中频炉冶炼时炉渣具有良好的流动性和覆盖能力,同时通过炉渣还可以进行脱氧和脱硫等精炼过程。
由于以上优点,中频炉不仅广泛地用于钢与合金的生产领域,而且在铸铁生产中,特别是在周期作业的铸造车间也得到很快的发展。
工频炉和中频感应炉的主要区别:
VS
1、中频炉功率密度较大,生产率高。即在相同搅拌力,相同容量情况下,中频炉可输入3倍于工频炉的功率,换句话说,相同功率中频炉坩埚尺寸仅为工频炉坩埚尺寸的三分之一.在较大炉子中,由于感应器线罄电流和电压的影响,中频炉输入功率大约为工频炉输入功率的二陆.因此中频炉平均电耗较工频炉低.
2、中频炉每次熔炼时可将炉料倒空,易更换被熔金属品种,起熔快,不需起熔体,使用方便.而工频炉则需留部分剩余铁水,供下炉4起熔用,否则要用起熔块.
3、在相同生产率条件下,选用的中频炉容量小,所以占地面积小,炉衬材料用量少,运行费用低
4、中频炉作业可靠性高和设备利用率提高.
5、中频炉与工频炉相比搅拌力小,金属对炉衬冲刷小,炉衬寿命长。近几年,随着可控硅中频电源技术的发展,大型高功率中频熔炼炉得到较快地发展,已为愈来愈多的用户所采用,有逐步取代中小型工频炉的趋势.现对工频炉和中频炉的能耗进行比较和分析,提供必要的技术数据作为可行性分析和方案选择的参考。
服务热线:13709288807 座机号码:029-84269330 网址:www.roziic.com
lol比赛押注(中国)有限公司官网地址:陕西省西安市桃园西路18号 E-Mail:hxjd02@163.com

